




三臂凿岩台车翼式臂座销轴拔出工艺研究
0 引言
近年来随着工程机械行业市场细分愈加专业化,各门类专用设备的开发得到了蓬勃发展,凿岩台车已广泛应用于公路、铁路、水利、矿山和国防工程建设中,成为地下工程、矿山采掘、公路隧道、铁路隧道施工中不可或缺的机械设备。三臂凿岩台车的使用通常以租赁为主,这样就对设备的维修提出了更高的要求。与设备本身的快速化发展相比,设备维修技术的研究和应用却发展极为缓慢。由于凿岩台车设备各部件的连接以栓接和销接为主,因此凿岩台车设备的维修更多的是拆卸销轴。通常情况下,构件之间的销接处在一个相对敞开的环境下,这种工况下拆卸销轴,使用一些工具,甚至采用半破坏性的手段还是可以将销轴拔出的。在一些特殊工况下,有一种销轴长期服役在一端封闭的环境下,这种结构形式下销轴的拔出至今还没有一种好的拆卸方法。
1 三臂凿岩台车简介
三臂凿岩台车是一种采用钻爆法施工的专用液压凿岩设备,是目前世界上隧道和地下硐室钻爆法施工中最先进的凿岩设备,具有施工效率高、作业面积大、施工环境好、适用范围广、工人劳动强度低等优势。
三臂凿岩台车主要用于矿山开采、隧道及地下工程,移动方便,可以同时支持三台液压凿岩机凿孔,作业覆盖面积大,钻孔直径范围为43~102mm,可进行钻爆孔、锚杆孔、掏槽孔、超前灌浆孔、管棚施工、装药、安装锚杆、灌浆以及安装风管等作业,开挖断面20~181m²,工作环境温度-20~50℃。三臂凿岩台车总体构成见图1。
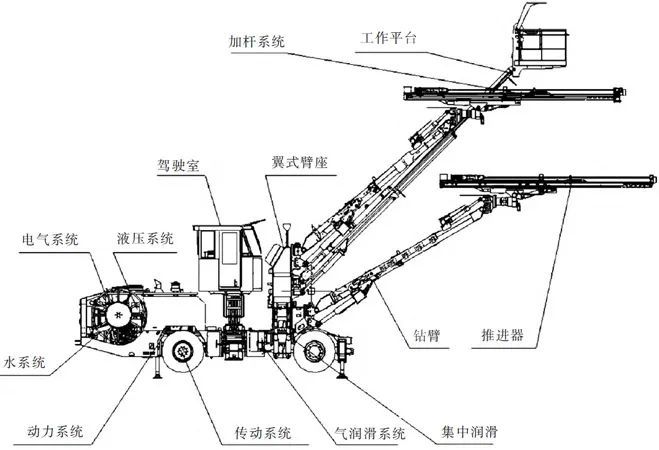
2 翼式臂座结构介绍
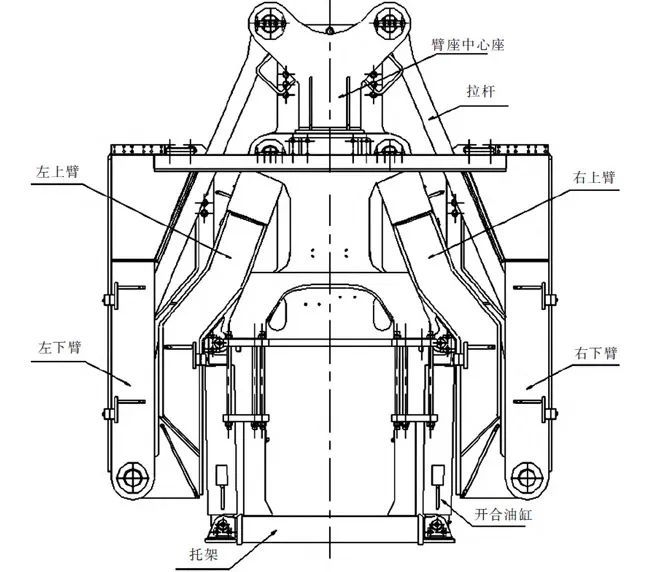
翼式臂座作为连接车架和钻臂的执行机构,下方使用两组螺栓安装在前车架上,上方安装三个钻臂和一个作业平台,通过左右各两个四级油缸的伸缩,达到扩展及收缩的作用,兼顾覆盖性能及通过性。翼式臂座由翼式臂座中心座、左上臂、右上臂、左下臂、右下臂、拉杆组件、托架、臂架开合油缸等部件组成,其主要功能是增大钻臂的覆盖范围。翼式臂座组成示意图见图2。
3 销轴传统拔出方法和存在难题
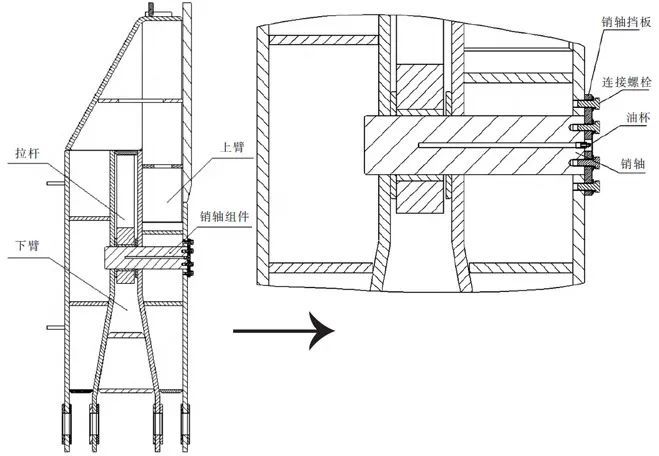
受限于产品结构设计,在一些特定的产品结构中,连接销轴必须装入封闭结构,比如:上臂和拉杆的连接即为这种结构形式,见图3。通常情况下连接形式多为过渡配合,装配时通常采用外力压入,根据配合精度要求,个别情况下也采用冷装方法,考虑到材料本身的弹性变形因素,销轴在安装过程中以及装入以后,轴孔结合接触压力增大。由于连接件一端为封闭式结构,装入的销轴很难拔出;再加上设备长时间使用当中,销轴受力变形、连接件内应力释放会造成销孔的变形,销轴与连接件发生锈蚀后销轴更难以拔出。目前,销轴拔出方法通常有以下三种:一是在连接件的封闭端开一个稍大于销轴直径的孔,利用直径和销轴相同的棒料穿入此孔,使用紫铜棒之类重物撞击该棒料将销轴拔出,最后采用焊接盖板的方法封堵连接件;二是在连接件的敞开端沿销轴直径气割孔,使用分体式液压钳夹紧销轴,拖拽拔出销轴;三是采用机加工方法,如钻削、镗削等方法将销轴加工掉。第一种方法在撞击过程中不可避免会造成连接件的弯曲变形,影响整机的结构性能,而且在撞击时为了尽量对准销轴中心孔,往往需要人扶着棒料,容易造成人身意外伤害。再者,在连接件外面封堵盖板也会影响连接件的外观质量和整体强度。第二种方法需要使用专用设备,且当销轴直径大于400mm时难以找到合适的液压夹钳完成拆解,再者破坏了连接件的销孔,容易造成连接件的报废。第三种方法需要依赖机床实现,对于大多数连接件在大多数工况下不具备可操作性。
4 新型销轴拔出工艺方法
基于以上问题,笔者探索一种新型的销轴拔出方法,对于一端敞开另一端封闭的结构尤其适用。工艺流程如图4所示,该拔出方法包括如下步骤:
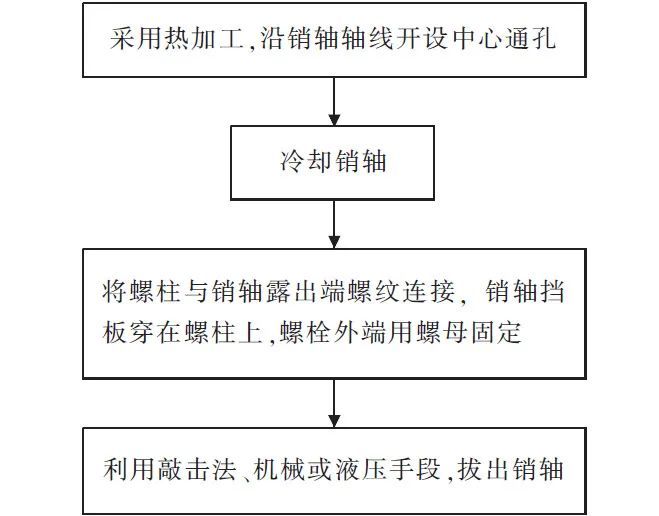
首先采用热加工,沿销轴轴线开设中心通孔。热加工手段为燃烧氧熔棒、气割法或激光或电子束,热加工过程中,销轴通孔外部区域将发生径向热膨胀,对连接件产生压应力,将销轴与销孔之间的锈蚀点挤压出去。在本实例中,使用燃烧的氧熔棒在销轴上沿中心线烧穿一个直径为25mm的中心通孔,其中氧熔棒直径为13mm,长度为500mm,加工后的销轴结构示意图如图5所示。氧熔棒是一种气割工具,在氧气的助燃下可产生3600℃高温,从而实现穿孔(钻孔)。和气割法与激光或电子束等热加工方法相比,氧熔棒钻孔会更方便,适用性更广泛,一般在野外和偏远地带维修设备,氧熔棒更容易操作。
其次冷却销轴。由于中心通孔为通孔结构,其冷却可以为自然冷却,效果较好的冷却方式为往中心通孔中灌入冷却液或通入冷却气体,冷却到常温即可。操作过程中,销轴在冷却过程中会形成不同温度梯度,中心位置初始温度高,冷却收缩速度也快,从而带动径向区域向内逐层收缩,由于中心通孔足够大,销轴的收缩具有足够的自由度和收缩空间。销轴冷却收缩极大地减小了与销孔的间隙,冷却到一定程度甚至改变了轴孔的配合形式,形成间隙配合,使销轴容易拔出。
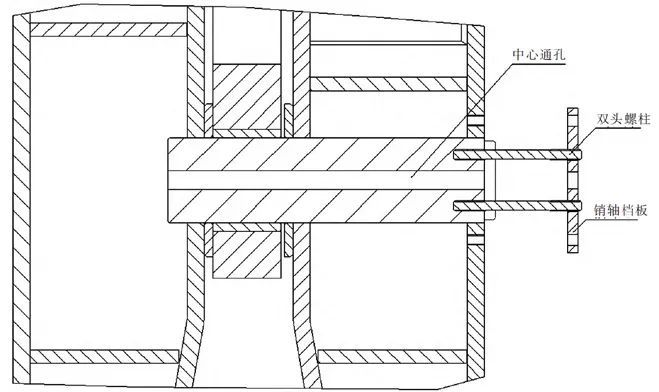
将螺柱与销轴露出端螺纹连接,销轴挡板穿在螺柱上,螺柱外端用螺母固定;销轴外露端内可以借用原来的螺纹连接孔,如果没有,则可以新开设。在销轴冷却收缩的同时,将双头螺柱穿过销轴挡板后拧入销轴,同时将螺母拧入固定住销轴挡板。
利用机械或液压手段或敲击法拔出销轴。采用紫铜棒等重物敲击销轴挡板,反复多次震动,由于冷却过程增大了销轴和销孔的配合间隙,在敲击震动销轴挡板过程中,承受的压力较小,销轴拔出过程比较安全。为了使销轴更快拔出,可使用千斤顶或其它液压手段冲击销轴挡板。千斤顶或液压手段更适用于连接件表面为平面的条件,将千斤顶的底座或液压支架平靠在连接件上,摇动摇杆或启动电机,使千斤顶或液压支架起升顶到销轴挡板上。设置销轴挡板和螺柱是作为辅助件,用于敲击或千斤顶或液压方式拔出时的着力点。
本方法实施过程仅破坏销轴局部结构,连接件的强度几乎不受影响,销孔的精度也不会受到破坏,完全可以满足构件的二次装配。
5 结语
与现有销轴拆卸技术相比,此新型销轴拔出工艺对连接件的强度影响很小,销轴孔的精度不会受到破坏,完全可以满足构件的二次装配,并且操作方便,劳动强度低,安全性高,成本低廉,生产效率可提高15倍以上,此技术更适用于半封闭结构形式的销轴拔出。